Cleanroom owners industrywide look to shrink expenses while battling high utility bills and the lure of cheap foreign labor
By Sarah Fister Gale
With energy costs nearly double what they were a few years ago, along with a steady stream of cleanroom production business-particularly in the microelectronics industry-being shipped over seas, the trends in cleanroom design for 2006 are far from the exciting technological revolutions that they’ve been in previous years. While past decades have been defined by cutting-edge technological advancements and ever-shrinking product sizes, two words define this year’s goals for most cleanroom managers and designers: consolidation and conservation.
From semiconductor businesses to pharmaceutical manufacturers, everyone in a cleanroom industry is looking for ways to improve efficiencies. Whether it’s finding ways to better manage or retrofit existing cleanrooms for cleaner or more energy-conserving environments, or making decisions about when and what to invest in building new ones, more than ever before cost is driving decision-making.
For some companies, lowering costs is a natural part of lean business practices, says Nelson Werkema, president of cleanroom manufacturer Clean Rooms International (CRI; Grand Rapids, Mich.). “Companies in many industries have achieved their desired cleanliness; [so] the challenge now is to lower operating costs, especially if you are building new cleanrooms.”
 |
Fortunately, technology has kept up with demand, according to Michael O’Halloran, director of technology for CH2M Hill (Portland, Ore.). “The design of cleanroom HEPA filters and other technology has improved over time to have lower pressure drops, and more people are using high-efficiency motors,” he says. “The cleanroom designed today is much more energy-efficient because we can take advantage of these new technologies.”
In particular, O’Halloran points to a new facility CH2M Hill recently completed for Texas Instruments (TI) in Richardson, Texas. The “green” wafer factory cost $180 million less to build than TI’s previous Dallas factory erected in the late 1990s, which makes its cost-per-wafer competitive with that of any overseas plants.
To accommodate the lower cost and energy-efficiency goals, the design team reduced the size of the facility from a traditional three-story model to a two-story building, which created a savings in mass and energy. They also included larger water pipes with fewer elbows, which reduced friction loss and let them use smaller pumps that save energy, and passive solar innovations, such as roof surfaces that use a white, reflective coating to reduce heat. Those, together with innovations in how air is circulated, cooled and recovered naturally, reduced total heat so much that TI was able to eliminate an industrial air conditioner.
“The TI fab is a milestone project,” O’Halloran says. “The innovations are indicative of a trend, because everyone is interested in how to save energy.”
For some industries, getting control over growing expenses determines continued ability to stay in business. “Large cleanrooms consume a lot of energy,” says Charlie Castaneda, operations manager for American Cleanroom Systems, a modular cleanroom design company located in Rancho Santa Margarita, Calif. “Operating costs are always a concern, but the rise of utility costs is a much bigger issue.”
Adding to the challenge of managing rising energy costs in California are stricter energy-use regulations put forth by the state energy commission. The combination is dictating many of the cleanroom design decisions this year. “When manufacturers see their energy bills, they want to know how to fix them,” Castaneda says.
The demand for lower spending means that equipment manufacturers and cleanroom designers are focusing less effort on finding dramatic new improvements in technology and more on helping clients achieve their financial goals.
Air-handling efficiencies
One area of cost savings within the cleanroom environment is fan filter units (FFUs). In the FFU market, there is a lot more emphasis on a low-cost but effective means of controlling the total air management in a process-driven system, says Keith Weber, vice president and director of engineering for CRI. “There are, and probably always will be, markets for the high-end, full-blown control systems. But control systems that are easy to install and troubleshoot, reliable, customizable, relatively inexpensive and can be integrated into an existing system are quite attractive,” he says.
The need for more reasonably priced FFU systems is especially apparent in smaller facilities, Werkema adds. “Facilities that use 20 to 50 FFUs are not being served by the control manufacturers, which focus on larger operations. We see the need to have a more efficient control package for that market.”
And, because of rising energy costs, all companies large and small are looking for ways to reduce energy use. “With the current price of fossil fuels, the cost of operating a cleanroom, which historically has already been very expensive, is even more so now,” Weber says.
One solution companies are turning to is an autocontrol FFU system that lowers its power consumption during non-use hours. “Running the FFUs at or near maximum power when need be and bringing them down during off-hours will not only save energy but will increase the life of the filter,” he explains.
The advent of variable frequency drive (VFD) and Triac-type controllers-which are able to do with single-phase, fractional-horsepower, low-watt motors what historically could only be done with three-phase or DC controls-has opened up a new arena of possibilities for the next generation of FFUs, Weber adds. “The big electrical component manufacturers appear to be ignoring this. However, small and innovative electronic companies are seeing the potential and going for it.”
A fan of fan walls
There is also a growing trend toward replacing traditional single-fan operations with a multi-fan array (see Fig. 1). Huntair (Tualatin, Ore.), a manufacturer of high-performance airflow products, has been installing its new “fan wall” technology in new and retrofit cleanrooms across the country. A fan wall breaks the air output load for air handlers into several smaller units for greater reliability and better operational efficiency, says Larry Hopkins, director of research and development for Huntair. “With a traditional single-fan operation, if you lose one fan, you lose your whole system. With a fan wall, if one fan fails, you can turn up the others.” Hopkins says that most clients install fan walls to create a 10 percent redundancy potential. “That redundancy factor allows you to fix the failure at your leisure without any impact to the cleanroom operations.”
 Figure 1. Picture of a large fan array. Photo courtesy of Huntair. |
Hopkins also notes that the multifan array allows cleanroom operators to tweak the system to accommodate issues such as changes in filter cleanliness and airflow rates without affecting fan efficiencies. With a single-fan environment, even highly effective, larger fans lose significant efficiency when they are run at lower load conditions. With a fan wall, operators can turn off individual fans so that the remaining operating units still function at peak efficiency rates (see Fig. 2).
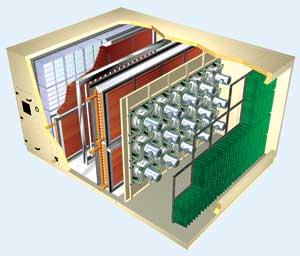 Figure 2. A rendering showing how the fan array fits into an air handler. Image courtesy of Huntair. |
The impact of maintaining a constant high-efficiency rate while lowering the number of units in operation can be substantial, Hopkins says, noting that one of Huntair’s larger clients saw a $400,000 annual savings in energy costs when it replaced two larger fans with two nine-unit fan walls in two of its fabs.
Changing attitudes toward heat removal are also impacting energy costs, notes John Frank, senior vice president of electronics, M&W Zander U.S. Operations (Plano, Texas). “We’re seeing more heat removal done by process cooling water versus air cooling or heat exhaust, and the heat-carrying capacity of water is much higher than [that of] air,” he says.
Makeovers for vacant cleanrooms
Besides the changing technology inside the cleanroom, many experts have noticed recent changes in the shape and size of clean environments. For example, Castaneda has noticed a trend toward integrating equipment platforms into the cleanroom design (see Fig. 3). “An integrated structural platform over the cleanroom serves a dual purpose,” he points out. “It forms a lid over the cleanroom, and it creates a space in which to store the air-conditioning unit and other unused equipment and parts.”

Castaneda believes the demand for greater storage is due to the loss of cleanroom real estate and the fact that companies can’t afford the giant spaces for cleanrooms that they could a few years ago. “In the past, these companies had 50,000-square-foot warehouses to work with. Now they are forced to consolidate the same production into 20,000 square feet,” he says. “You can do a lot more in smaller spaces if you have that storage on top.”
The strict rules governing energy use in California are also driving some businesses traditionally headquartered in the state to move to places where it is easier to deal with the regulations governing cleanroom construction. Castaneda believes that California is one the toughest places to build a new facility. “Almost every state is more friendly than California when it comes to cleanrooms. In California, it’s just more difficult, and it costs more to build.”
The challenges of operating in California, combined with the movement of production overseas, have left a lot of cleanroom real estate vacant on the West Coast, says Shaun Brower, sales and marketing manager for Atmos-Tech Industries, a cleanroom designer and manufacturer in Ocean, N.J. “A lot of cleanrooms are sitting empty, especially in Silicon Valley. And even big pharmacies are laying people off and shutting down their operations.” These layoffs leave a lot of idle cleanroom space, much of it buried deep within larger corporate spaces where it can’t be leased for other use.
When the idle rooms are freestanding, however, other cleanroom industries are taking advantage of the fact that they can take over pre-existing spaces that require only minor changes or updates. For instance, in Oregon and Washington, Tony Sieger, president of Advanced Technology Construction, a Seattle, Wash.-based cleanroom manufacturing company, has seen a number of life-sciences companies moving into vacant microelectronics cleanrooms and retrofitting the spaces for their use. A case in point is the recent retrofit of a vacant, 20-acre microelectronics facility for a life-sciences company in Sieger’s home state. Such retrofits aren’t complicated, according to Sieger, and the governments in those states are encouraging such moves to increase the local tax base.
Converting a microelectronics space into one for life sciences typically involves changing the floor system from a raised-access surface with panels to one that has a smooth finish, in order to avoid harborages for biomedical contaminants. The filtering and air-handling systems usually can remain the same, with only simple adjustments necessary in the airflow, filters and monitoring to meet the new manufacturing requirements.
Planning saves money, today
Sieger’s company saw a lot of business in conversion of empty spaces over the past year, and he anticipates more of the same. He also expects to hear the same requests from clients for more flexibility and lower prices in new construction.
The flexibility they want involves more than just size and cost, however. As cleanroom managers look toward the future, they realize the need to be more adaptable in their production capabilities.
“In the past, cleanrooms served one purpose,” Sieger notes. “Cleanrooms were built with a very specific function, such as manufacturing a six-inch wafer. Clients now say they don’t want just one purpose; they want to be able to expand their operations without major rebuilding.”
That ability to change quickly and cost-effectively is dictating the direction of new construction in 2006. If a manufacturer needs an environment for producing a 12-inch wafer line, the company will likely add all the tools and manufacturing capability to expand to a 14-inch line in the future. Similarly, if the firm needs a Class 1000 (ISO Class 6) environment, it will build the infrastructure for a Class 10 (ISO Class 4). “These days, you have to look into the future and accommodate your growing needs,” Sieger says.
What manufacturers are realizing is that if you think ahead, the cost of building a cleanroom that can accommodate your future needs is far less expensive. Several of Sieger’s clients had his team build Class 100 (ISO Class 5) cleanrooms with the walls, floors and airflow capabilities of a Class 10, and add the gas piping, copper conduits and disconnected wiring. “That way, when they are ready to expand, it’s only a minor production cost to hook everything up. You spend a little money on extra materials and labor upfront, instead of shutting down the cleanroom and tearing out the walls for a major retrofit, which is a huge cost.”
Creating cleanrooms with this kind of eye toward the future gives manufacturers more freedom to make production changes, knowing they can upgrade without major reconstruction.
Baby steps in design
In many industries, companies are just beginning their foray into cleanrooms, driven by new product design or stricter governmental regulations that require a higher level of cleanliness. In these cases, businesses are taking a more cautious approach.
In early 2004, a new standard on compounding sterile products (CSPs) from the United States Pharmacopeia (USP) became effective. The new USP 797 standard, enforced by the Food and Drug Administration, includes a section on sterile preparations relating to sterile drug products for home use. Prior to the regulations, these products were prepared in traditional labs. However, under the revised USP 797 regulation, any setting in which sterile preparations are compounded must have cleanroom capabilities.
That means pharmacies, hospitals and other facilities in which CSPs are prepared, stored and dispensed are required to protect products by handling them under cleanroom conditions. Pharmacy departments that are already struggling with out-of-date facilities, limited space and a pharmacist shortage have found it especially difficult to comply with these new standards, notes Brower. “Pharmacies and hospitals didn’t have to worry about cleanrooms before, and now they do.”
Most of these facilities have no prior experience with cleanroom technology, and they don’t have the space, the money or the knowledge to build an on-site cleanroom environment. “A lot of customers reached out to us and said, ‘We have to comply with 797, but we don’t know how [to],’ ” Brower says. The solution for most of them has been modular cleanrooms and workbenches.
Many cleanroom designers have seen an increase in the workbench side of the business, Werkema says. “Because of the high cost of building a large cleanroom, the idea of a high-class workbench in a smaller area where you can perform a number of operations is quite a bit more economically feasible.”
For pharmacies and hospitals, the workbench enables them to meet the requirements of the 797 regulation without costly retrofitting, space build-outs or complicated training for staff. Instead, they can prepare CSPs in a mobile workstation, which averages about seven feet in length and fits into the existing lab.
Workbenches are also becoming popular in industries that require low-level cleanrooms for the bulk of the operations, with a few key tasks requiring highly clean environments. “In those cases, you either need to build a whole new cleanroom or create a clean space on the manufacturing floor,” Werkema says. His company recently created an assembly line of workstations in a ballroom design for a cellular technology client that needed a number of small clean spaces but didn’t want to invest in building a complete cleanroom.
Softwall offers a quick fix
For industries hard-hit by overseas competition and changes in the economy, building a full cleanroom these days is often too big of an economic risk, Werkema says. “Since 9-11, many third- and fourth-tier suppliers have had a lot of uncertainties about their future. They didn’t know if their customers would even be there in a few years.”
That uncertainty continues to translate into an increase in temporary softwall cleanrooms that can be assembled and dismantled in a lot less time than conventional cleanrooms, and show a much greater return on investment (see Fig. 4). “These companies are building for the short term instead of the long term,” Werkema says.

“A softwall approach doesn’t have the life expectancy of several generations. It’s a plug-and-play approach, providing a cleaner environment for the short term,” Weber adds. “Once the process is proven to the end user, then the purchase of a more permanent structure may be easier to justify.”
Modular systems are also attractive for time-strapped companies that are holding off making decisions about where, and in what, to invest capital. “Companies aren’t moving forward on cleanroom projects as early as they used to,” notes Tim Loughran, managing partner for AdvanceTEC, a cleanroom design and construction company in Richmond, Va. “Modular systems have much faster construction time because you can manufacture panels while you are prepping the site. It cuts construction duration in half.”
That time savings is of great value for many companies, but it has only recently been helpful to the pharmaceutical industry because of quality improvements, Loughran notes. Because modular panels are currently made with high-quality PVC coatings that are equivalent to epoxy in their ability to withstand harsh cleaners and environmental conditions, they are now suitable for use in pharmaceutical environments.
“Three years ago, pharmaceutical companies wouldn’t consider anything but drywall and studs for their cleanrooms,” Loughran says. That meant long turnaround time and planning for new construction. “Now we finally have a modular system that meets the necessary performance criteria to withstand their cleaning solutions.”
Nanotech defies the trends
As all of these industries struggle with costs, yields and making a profit, nanotechnology is one area of the cleanroom industry that remains blissfully untouched by financial hardship.
Despite all other economic trends, companies working with new nanotech products don’t currently have to overly concern themselves with cost savings and energy use. Excitement about the potential of nanotechnology continues to grow, and money from government agencies and universities is flowing into new nanotech product research and start-up companies, all of which require cleanroom facilities. “The money available for nanotechnology research right now is enormous,” Loughran says.
M&W Zander has, however, seen a huge growth in various nanotech construction projects over the last two years, and itself has completed well over 1 million square feet of strict nanotech research facility space in 2005 alone, notes Frank.
For some industries, such as semiconductor, nanotech-sized manufacturing is a natural progression, notes O’Halloran. “The boundary for nanotechnology is 100 nanometers, and semiconductor crossed that a few years ago.” Currently, he says, the semiconductor industry is doing the most commercial work in nanotech scales, which is causing the industry to deal with greater sensitivity to airborne molecular contaminants. The AMC issues are forcing a closer look at air-handling and recirculation systems, and the awareness of outgassing from building materials. But, O’Halloran notes, it’s not creating serious problems. “As companies move into smaller scales, they recognize that they have a problem, then they identify the source cause and fix it. There hasn’t been any industrywide research into the issue,” he says.
For other industries, nanotech research represents a brand-new field of products, most of which have no counterpart currently on the market today. Because most of these nanotech companies are still in the research phase, they are working in preliminary cleanroom environments that aren’t ultraclean, and will upgrade conditions as the industry evolves. “Nanotechnology facilities today are almost a throwback to the first microfabs of 15 years ago,” Loughran says.
This is partly because these products aren’t yet ready for market and don’t require the strict environmental quality of marketable products, and partly because they don’t yet know what the cleanroom environment will require for optimal production. Unlike many other cleanroom industries that have strict guidance and controls over their clean environments, nanotech is still so new that even the experts in the field aren’t sure what kind of cleanroom is required.
To accommodate the uncertainty of future needs, M&W Zander has seen demand for flexibility with key features such as the option to incorporate different users, the ability to retrofit while in operation, cross-contamination control and pressure cascades.
At ACS, Castaneda has found that many clients rely on the expertise of his design engineers to define the specifications of the cleanroom environment. “It makes sense,” he says. “They recognize their lack of expertise, and they can get the project moving faster if there is less detail in the initial planning. It’s easier for them if they leave it to us to work out the details.”
However, as the nanotech industry matures and greater returns are expected, that will change. “When they move from start-up to first-phase production, they will have to think about what it takes to get production-level yields,” Loughran says. He predicts the nanotech industry will parallel the semiconductor industry, and says that it is the industry to watch over the next 10 years. “One of these start-up companies will be the Intel of tomorrow,” he says. “It will be interesting to see how it all pans out.”

